
摘要:热熔胶成膜方法并非单一,本文总结了热熔胶成膜的一些方式及其优缺点,供学习讨论。
热熔胶生产和使用过程中没有溶剂和低分子物产生,只有熔融和凝固的过程,在适宜的操作下,粘接快捷,生产效率高,且无污染,如今已大量应用在电子、电器业、印刷、制鞋业、汽车等领域。
但是,大部份热熔胶还停留在以热熔胶粒、热熔胶棒的状态进行使用,通过熔炉、胶枪来使用。
热熔胶膜将热熔胶制成一定厚度的薄膜,置于被粘物之间,通过加热实施粘接,它帮助了工业生产实现规模化,提高生产效率的同时还节省了胶料。
将热熔胶制成膜必须考虑原材料的流变性、成膜性等一些性能,成膜方法亦有多种,如涂布法、吹塑法、流延法还有压延法。
涂布法
涂布法常用来生产离型膜,涂布方式可分为:光辊涂布、网纹涂布、刮刀式涂布、喷雾涂布和帘式涂布。根据不同产品,涂料特性不同而采用不同涂布方式。
使用涂布法生产的离型膜关键特性包含涂布均匀性、高残余接着性、平整性和高洁净度。涂布设备的好坏、硅油的调配,以及车间的环境与这些特性息息相关。
吹塑法
树脂经挤出机熔融塑化,从环形机头垂直向上引出,经吹胀后由人字板导入牵引辊,再经导向辊及卷取装置得到成品。
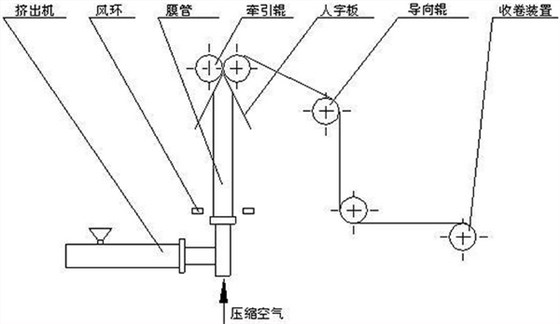
图1 热熔挤出吹塑示意图
吹塑法因有一个吹胀过程而导致产品的纵、横向的分子受到不同程度的拉伸。产品的耐温度性能和热封性能都会受到较大影响。
流延法
树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,使熔料紧贴在冷却辊筒上,然后再经过剥离、位伸、分切、卷取得到成品。
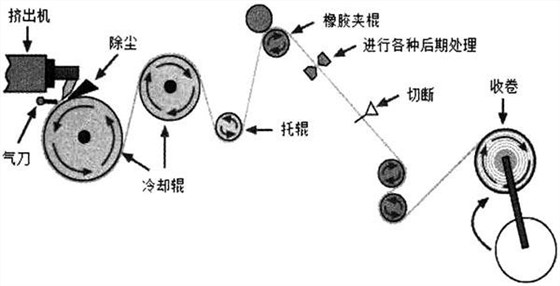
图2 热熔挤出流延示意图
流延法的生产效率极高,产品质量稳定性好。生产过程中的废料少,且较易实现在线回收边、废料,材料的利用率高。
吹塑VS流延
吹塑法采用的环形模头及多层叠加的模芯,对加工精度和装配精度要求非常高且特别难以控制,如果加工及配合精度有微小的误差,无法通过调节来弥补,因此产品的厚薄公差基本在±10%左右。
流延法采用平模头,模头内设有特殊滞留槽,能保证材料流动时的均匀一致,并且通过模头的自动调节装置可自动控制模唇间隙的均匀性,控制精度非常高,较厚的薄膜亦可控制在±3%以下。
图3 热熔流延挤出生产线
吹塑是可以制出某些热熔胶膜产品,但膜的平整性、均匀性不如流延制膜,尤其是作为热熔胶接,在热熔粘接加热过程中,吹塑膜的热收缩大,容易导致粘接不良。
流延法制膜分子排列有序,产品冷却速度快,有利于提高产品的透明度、光泽度及厚薄均匀性,且产品质地较软、较韧;抗冲击性能、耐热及低温适应性均好于吹塑法。
压延法
树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,经三辊压光机压延、冷却,再经过冷却输送辊及卷取装置得到成品。
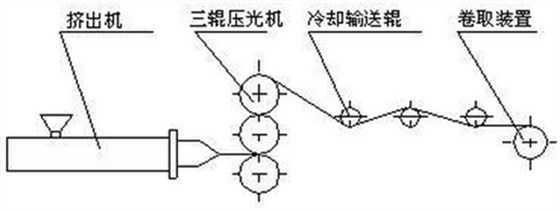
图4 热熔压延挤出生产线
压延法在产品的各个性能指标、厚薄均匀度、产品热收缩性均优于吹塑法;在产品厚度范围、原料适应性上压延生产也具有很大优势。
但在投资上,压延工艺比吹塑工艺要高出十倍以上。
与流延法相比,同样规模的生产线,因流延法是采取垂直作业,它的操作更复杂、更困难,且流延法无法生产1.5mm厚度以上产品。
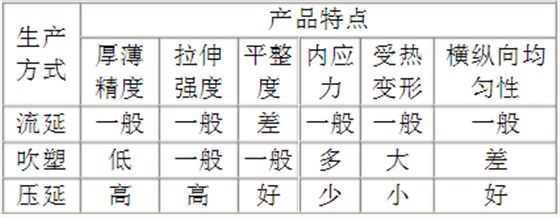
表 流延 吹塑 压延成膜性能对比表
文章来源:和和热熔胶,更多文章请关注和和热熔胶微信公众号
—END—

 医用敷料用防水透气膜
医用敷料用防水透气膜 眼镜盒用胶膜
眼镜盒用胶膜 相册PET保护膜
相册PET保护膜 汽车内外饰用胶膜
汽车内外饰用胶膜